切削工具
本文
AGミル ラフィング
耐摩耗性と靱性・耐チッピング性の両立
 AGミルラフィング |
 他社粉末HSS-TiCN品 |
 |
 切削条件
|
再研削後も再コーティングは不要
新品時と再研削時の性能比較  |
 切削条件
|
S50C (180HB) の溝加工
寿命判定基準値までの切削長の比較
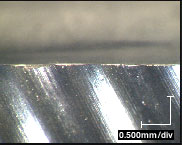
 AGミル ラフィング 6m切削後 |
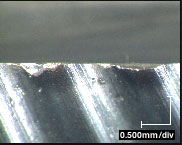
 他社粉末ハイスTiCNコート |
 |
 切削条件
|
SKD11(210HB)の側面加工
刃先摩耗量の比較
 AGミル ラフィング |
 他社粉末ハイスTiCNコート 5m切削後 |
側面加工の磨耗量
 |
 切削条件
|