商品情報
Products
切削工具
ハイスドリル
■AG-ESS / AG-ESドリル

●超硬ドリルに迫る高速高送りを実現
- 耐熱性、耐摩耗性に優れた新AGコーティングと次世代高合金ハイスがベストマッチング
- S50Cで切削速度60m/minの高速加工を実現
●高硬度材でも長寿命
- 次世代高合金ハイスは耐チッピング性能と耐摩耗性能を両立
- 粉末ハイスをはるかに超えた長寿命
●幅広い加工シーンに対応
- 超硬では安定加工が難しい旋盤や低剛性の加工機械にも良好
特長

●工具材料
微細炭化物を均一に分散させた新溶解ハイスを採用
コーティング密着性を上げることで、コーナー部の摩耗を抑制し信頼性が大幅に向上
●表面処理
HSS用の新AGコート(AlCr系)により、高速性能を向上、超硬ドリル並みのV60 F500の加工を可能に
●刃先形状
再研削がしやすく、位置決め精度に優れる2レーキX型を採用
●溝形状
切りくず排出と剛性のバランスをとった新断面形状の採用で、鋼からSUS、プレハードン鋼までの幅広い被削材の加工に対応
●ねじれ角
ねじれ角38°の採用で、切りくず排出性を向上し寿命延長
切削速度60m/min 送り速度580mm/minの性能比較
1149 穴加工後の損傷状態を比較
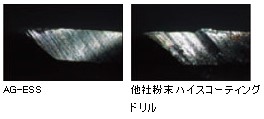
切削条件
工具 :AG-ESS6.0
切削速度 :60m/min
送り速度 :580mm/min (0.18mm/rev)
被削材 :S50C (180HB)
切削油剤 :水溶性
穴深さ :19mm通穴
SCM440H(310HB)高硬度材の性能比較
切削条件
工具 :AG-ES6.0
切削速度 :24m/min
送り速度 :150mm/min (0.12mm/rev)
被削材 :SCM440H (310HB)
切削油剤 :水溶性
穴深さ :19mm通穴
SS400の性能比較
切削条件
工具 :AG-ES9.0
切削速度 :50m/min
送り速度 :480mm/min (0.27mm/rev)
被削材 :SS400
切削油剤 :水溶性
穴深さ :19mm通穴
AG-ESSドリルによる加工
切削条件
工具 :φ8.0
切削速度 :50m/min
送り速度 :480mm/min
(0.24mm/rev)
被削材 :S50C(180HB)
切削油剤 :水溶性
穴深さ :24mm
カタログダウンロード
Catalog Download
Copyright © 2025 Nachi-fujikoshi corp. All Rights Reserved.
Copyright © 2025 Nachi-fujikoshi corp. All Rights Reserved.